地址:無錫市新吳區碩放振發(fā)路233號(華焊智能)
熱線:電話(huà):13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵(yóu)箱:sales@wuxihuahan
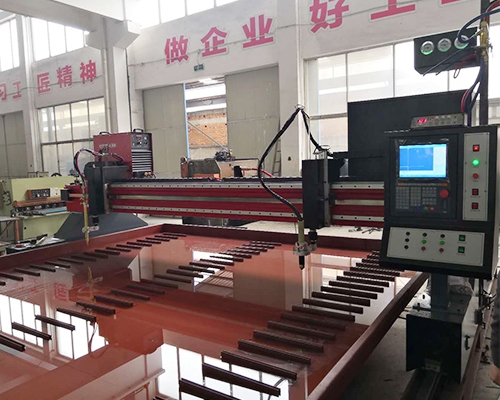
數控火焰等離子切割機相比數控火焰切割(gē)機其切開(kāi)範圍更廣(guǎng),切割速度快,隨著等離子切割的(de)精度逐步(bù)提高,得到了越來越多(duō)客戶的認可,在運用數控火焰等離子切割機(jī)的過程中,許多客戶會不可避免的遇到一些毛病和問題(tí),特別是等離子在切割過(guò)程中的易損件損耗(hào)嚴峻(jun4)等問題比較突出。
割嘴作(zuò)為等離子切割(gē)機的易損件之一-它的消耗與切開板材的材質、厚度、切開工藝都有必定關係。 普通碳鋼板、不鏽鋼、鑄鐵等材料消耗電極和割嘴比(bǐ)較少,有些金屬材料比方銅、鋁(lǚ)消耗的就(jiù)比較多。
1、厚度在(zài)10m左右的板材的話是比較省割嘴的,假如經常(cháng)切開16m以上的板(bǎn)材的話是比(bǐ)較消耗割嘴的(de),另外(wài)假如在作業的過程中需要大量穿孔,切開的話,那比平常邊緣起弧(hú)切開要多消耗-倍以上的割嘴。所以客戶在(zài)選購等離子電源時必定要根據首要切開的厚度來挑選合適大小的功率。
2、數控火焰等離子切割機運用和操作不當造(zào)成割嘴損(sǔn)壞過大:切害時割嘴間隔鋼板過近、外部輸入電壓過高或不穩定(dìng)等。
3、數控火焰等離子切(qiē)割機在耗材方麵的原因:如電極噴嘴的質量問題,購買的電極噴嘴質(zhì)量是否合,還有便是電極割嘴與割槍的合(hé)作問題,有或許你現在用(yòng)的電極噴嘴(zuǐ)與你原來運用的不是一-個廠 家生產的,或者電極噴嘴與割槍的(de)生產(chǎn)廠家不一致,雖然(rán)外觀尺度看起來差不多,但不同的(de)廠家的尺度標準是不同(tóng)的,大多數廠家的電極噴嘴是仿製別的(de)一(yī)些老(lǎo)牌等離子廠家產(chǎn)品的,仿製的手段首要是靠實樣測繪,在測繪的時分難免(miǎn)會(huì)有一-定(dìng)得尺度差錯,所以每(měi)個廠家的電極噴嘴與別的廠家的割炬不必(bì)定能很好的合作(zuò)運用,這樣很(hěn)簡單產生問題(tí)。
等離子切割機")

座機:0510-85300198
電(diàn)話:138-6170-3987
地址:無錫市新吳(wú)區碩放振發路233號(華焊智(zhì)能(néng))