地址:無錫市新吳區碩(shuò)放振發路233號(華焊智能)
熱線:電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
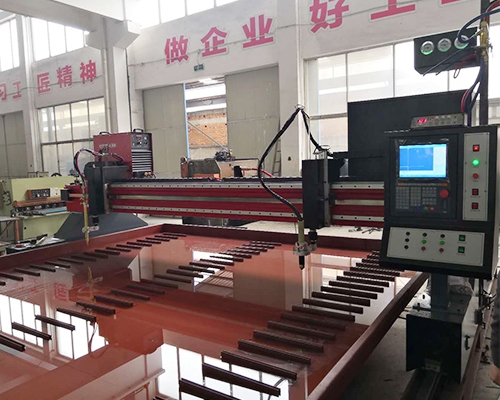
在生產中,數控火(huǒ)焰等離子切割機的(de)使用仍然是比較廣泛的,今天無錫華焊智能就來和大家探討下數(shù)控火焰等離子切割機的那些事!
進步數控火焰等離子切割機機氧氣和乙炔的品(pǐn)質(zhì)是獲得高質量切開效果的根本保障。當使用用含量99%的(de)瓶裝氧氣及乙炔發生(shēng)器中(zhōng)產生的乙炔進行數(shù)控火焰等離子切(qiē)割機時,切割麵的質量較低通常表現為外(wài)表粗糙、切斷上緣熔化和(hé)掛渣嚴峻以及切割不接連等現象。
用戶(hù)在使用數控火焰等離(lí)子切割機進行火焰切割時,由於火焰切割方式的熱(rè)變形影響比較大,實(shí)踐切割後的工件的鑄坯頭部往(wǎng)往存在一道較(jiào)深的痕跡。這個痕跡便是(shì)一(yī)般常說的斷麵痕跡。
關於30mm以上厚的鋼板(bǎn),數控火焰等離子切割機的切(qiē)割速度應設定為(wéi)規範的(de)速(sù)度的 20% ~60% 。假如(rú)數控火焰等離子切割機使用純度可達(dá)99.5% 以上的液態氧進行切割時,由於工作氣體壓力穩定,切割麵的質量也顯著進步,掛渣量很少,切割速度可相應的進步。
假如選用瓶裝乙(yǐ)炔集中(zhōng)供氣,由於(yú)純度高、壓力穩定,不會出現切割不接連(lián)的問題(tí)。
待切割的鋼板外表的(de)鏽蝕、髒汙及割嘴的通氣流(liú)暢程度(dù)對切開的接連(lián)進行也有較大的影(yǐng)響。因而進廠的鋼板不該露天堆(duī)放,切割前(qián)主張進行打磨處理。對割(gē)嘴要正確使用和常常整理。
關(guān)於6mm~30mm厚的鋼板,數控火焰等離(lí)子(zǐ)切割機的切割速度隻(zhī)能設定為規範的60%~90% 。在切割厚板時增大氧(yǎng)氣壓力,加大壓力為0. 1MPa~0. 3MPa,保障了厚板(bǎn)的(de)順利切開和切割麵的筆(bǐ)直度,在相(xiàng)隨對(duì)程度上(shàng)可進步切開麵質量。
數控火焰等離(lí)子切割機在(zài)板厚相同的情況下,外形尺寸大(dà)的零件的變形程度比(bǐ)外形尺寸小(xiǎo)的零件變(biàn)形要小。長(zhǎng)寬比(bǐ)小的零件的切開變(biàn)形比長寬比大(dà)的零件變(biàn)形要(yào)小;擺放在靠近鋼板中心的(de)零件比在邊際的(de)零件切割(gē)變形小。


座機:0510-85300198
電話:138-6170-3987
地(dì)址:無錫市新吳區碩放振發路233號(hào)(華焊(hàn)智能)