地址:無錫市新吳區碩放振(zhèn)發路233號(華焊智能)
熱線:電(diàn)話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
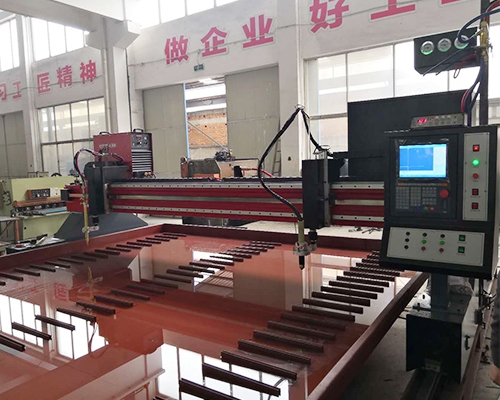
無錫華焊智能裝備有限公司介紹(shào)關於影響數控火焰(yàn)等離子切割機切割質量的要素
切割機")
數(shù)控火(huǒ)焰等(děng)離子切割機(jī)作為現今(jīn)許多廠家主要的下料切割設(shè)備,具有(yǒu)切割厚度大、本錢低廉等長(zhǎng)處,但是卻容易呈現切割質量不達標的後果,這(zhè)種現象除了設備自身(shēn)的(de)問題之外(wài),還(hái)根工作人(rén)員的具體操作有關,下麵整理了一份影響火(huǒ)焰(yàn)切(qiē)割質量的要素,以供大(dà)家參閱。
一、切(qiē)割氣體
對於火焰切割(gē)來說,七個燃氣的(de)選用對切割影響很大,目前可供挑選的燃氣有乙炔、丙(bǐng)烯、丙烷等,不同(tóng)的燃氣燃燒特性不一(yī)樣,所(suǒ)以能夠針對的加工場景(jǐng)也不一樣:
1、乙炔火焰具有(yǒu)熱量(liàng)會集、溫度高、預熱時刻短、耗氧量低、切割效(xiào)率高(gāo)、構件變形小(xiǎo)等特(tè)色,合適薄板、引進較短的(de)零件切割;
2、丙烷火焰熱量分(fèn)散、溫度低、預熱時刻比乙炔長,切割邊上沿光滑平整,下沿掛渣少、易鏟除,其相對本錢也低,故針對厚板大零件的切割比乙炔要經濟;
3、丙烯火焰溫度較高,預熱時刻相較於丙烷短,比乙炔略有(yǒu)添加,且因為外焰熱含量高(gāo),合適用於厚板大零件切割。
二、氧氣濃度與切割速度
在火焰切割時,氧氣壓力相同的狀況下,跟著氧(yǎng)氣濃度(dù)的(de)進步,切割時刻的縮短,氧氣的需求(qiú)量會降(jiàng)低,但是假如切割速度過快,就容易發生呈現熄火、切斷(duàn)粗糙等質量缺點,但(dàn)是切割速度過慢,又會呈現氧化渣粘附、切斷外表不齊等問題,切割速度應處於(yú)割嘴額外(wài)速度的(de)中上與上中之(zhī)間。
三、割嘴(zuǐ)高度
額度的挑選對切割(gē)質量也有影響,過低了話焰心可能會接觸到零件外表,形成(chéng)割縫熔塌、熔渣飛濺(jiàn)堵住割嘴,甚至發生回火(huǒ);假如而過高,則可能使火焰(yàn)不能充沛加熱切斷,從而(ér)導致切割才能(néng)下(xià)降、排渣困難,一般讓火焰(yàn)焰心與工作外表保持(chí)在3到5毫(háo)米比較(jiào)好。
四、切(qiē)割次序與引線
合理的切割次序有利於鋼(gāng)板得到均勻受熱,內應力相互抵消,進而減少零件的熱變形,因而切割零件概括(kuò)時應遵守先內後外,先小後大,先圓後方,交叉跳動(dòng),先繁後簡的原則,以避免零件呈現移位、變形、尺寸偏差的現象。
合理的引線位置與方法有利(lì)於零件切斷完整,切割(gē)安穩,以確保概括質量,依據(jù)出產實際狀況,外概括引進位置一般放(fàng)置在概括底部右方,內概括引線方(fāng)法宜選用圓弧方法。

以上便是關於(yú)影響數(shù)控火焰等離子(zǐ)切割機切割質量(liàng)的要素(sù),假定您對咱們公司產品有需求,歡迎聯(lián)絡在線客服具體問詢報價等信息,也歡(huān)迎您來咱們公司(sī)查詢,誠邀與您協作!

座(zuò)機:0510-85300198
電話:138-6170-3987
地址:無錫市新吳區碩放振(zhèn)發路233號(hào)(華焊智能)