地址:無錫市新吳區碩放振發路233號(hào)(華焊智(zhì)能)
熱線:電話:13861703987
座(zuò)機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
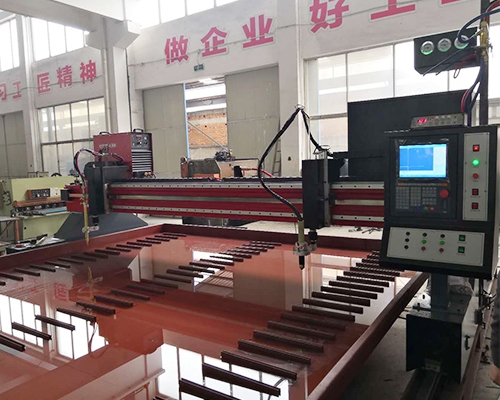
數控火焰等離(lí)子切割機便是(shì)用數字程序驅動機床運動(dòng),搭載火焰切割體係,運用數控體係來(lái)操(cāo)控火焰切割體係的開關(guān),對鋼板等金屬材料進行切割。這種機電一體化的切割設備(bèi)為數控火焰等離子切(qiē)割(gē)機。
數控火焰等離子(zǐ)切割機可(kě)分為3大部分:數控(kòng)體係、火焰切割體係、驅動體係,不同廠家出產(chǎn)的(de)大體相同。數控火焰等離子切割機切開具有大厚度碳鋼(gāng)切割(gē)能(néng)力,切割(gē)費用較低,但存在切割(gē)變形大,切(qiē)割精度不高,而且切割(gē)速度較低,切割預熱時間、穿孔時(shí)間長,較難習慣全自動化操作的(de)需求。
它的應用場合主要限於碳鋼、大厚度板材切割,在中、薄碳鋼(gāng)板材切割上逐步(bù)會被等(děng)離子切割替代。
數控火(huǒ)焰等離子切割機(jī)切割時一般選用中性焰或輕微的氧化焰。在切割過程中要保障火焰的強度要(yào)適中,應根據工件厚度、割嘴種類和質量要求選用預熱火焰。
在氣割厚鋼板時,數控火焰等離子切割機由於氣割速度較慢,為避(bì)開割縫上緣熔化,應相應使(shǐ)火焰能率減少;
若此時火焰能率過大,會使割縫(féng)上緣產生連續珠狀鋼粒,甚至(zhì)熔化成圓角,一(yī)起還造(zào)成割縫反麵粘附熔渣增多,而影(yǐng)響氣(qì)割質量。如在氣(qì)割薄鋼板時,因氣割(gē)速度快,可相應添加火(huǒ)焰能率,但割嘴應離工件遠些,並保持相對的傾斜(xié)角度;若(ruò)此時火焰(yàn)能(néng)率過小,使工件得不到滿足的熱(rè)量,就會使(shǐ)氣割速度(dù)變(biàn)慢,甚至使氣割過程中止。


座機:0510-85300198
電話:138-6170-3987
地址:無錫市新吳區碩放振(zhèn)發路233號(華焊(hàn)智能)