地址:無錫市新吳(wú)區碩放振發路233號(華焊智能)
熱線:電話:13861703987
座機(jī):0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
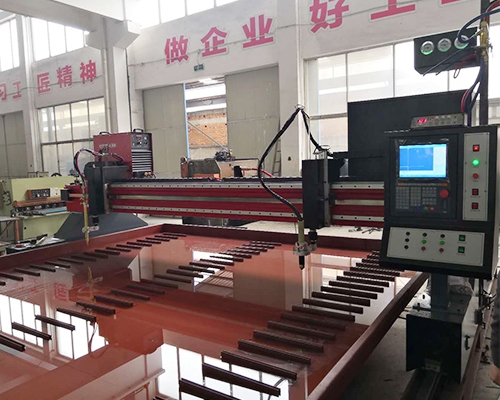
數控火焰等離子切割機與手動的切割機相比技術含(hán)量較高(gāo),毛病維修(xiū)涉及到電路、控製係統、驅動等方麵。一旦數控切割機呈現毛病用(yòng)戶報修,設備廠家一般不能立刻派出維修人員(yuán),為了不耽擱(gē)加工進度,關於簡略的毛病,用戶能夠自(zì)行查找和處理,要使用弧壓調高器對切割高度進行自動調(diào)整(zhěng),要先將數控火(huǒ)焰等離子切割機形式設為等離子形式然後發動弧壓調高器電(diàn)源。
1.測驗手動調高是(shì)否正常。按數控火焰等離(lí)子切割(gē)機調高器上的手動上升和下降按鈕,調查(chá)割槍的運動(dòng)是(shì)否(fǒu)正確;在割炬抵達上限方位時按手動(dòng)上升按(àn)鈕(niǔ),割炬此刻應無上升動作,按下降按鈕割炬應下降(jiàng);
在割炬抵達下限方位點按手動下降按(àn)鈕,割炬此刻應沒有下降動作,再按上升按鈕,割(gē)炬應(yīng)上升,以上過程是為(wéi)了承認(rèn)上限位、下(xià)限位感應準確、動作牢靠,不會造成(chéng)係統犯錯現象。如果割(gē)炬不能上升或下(xià)降,主要查看割炬是否(fǒu)處在上、下(xià)限位(wèi)的方位。發現限位開關毛病要及時替換,否則會因開關毛病導致調高電機損壞。
2.初始定位測驗。按(àn)龍數(shù)控(kòng)火焰等離子切(qiē)割機調高(gāo)器上初始(shǐ)定位按鈕(niǔ),此刻等離子割炬應以設定的速度向下運動,割嘴接觸鋼板後停頓然後以設定的速度上升,抵達適宜的起弧高度時中止。
起(qǐ)弧高度一般為切(qiē)開高度的1.5~2倍,用戶能夠依據實際切割經驗,調整定位時間來改變起弧高(gāo)度,以在削減(jiǎn)耗材損害的前提下達到較佳的切割質量。
3.弧壓測驗。按數控火焰(yàn)等離子切割機調高器(qì)上(shàng)初始定位按鈕後使割炬抵達起弧高度。按(àn)調高器上弧壓測驗按鈕(niǔ),起弧成功,調查弧壓監視窗口中實時監(jiān)測到的弧壓值,顯現的弧(hú)壓值應該與(yǔ)弧壓設定值相近。
若兩者相差太大,請調整弧壓設定值,使之相近,否則,會(huì)引起切割時切(qiē)割高度太高(gāo)或(huò)使割炬在鋼板(bǎn)上拖著(zhe)走,兩種方法(fǎ)下,都會導(dǎo)致切割(gē)質量下降,並(bìng)引(yǐn)起割(gē)炬耗材的嚴(yán)重損害。
切割機")

座機(jī):0510-85300198
電話:138-6170-3987
地址:無錫市新吳區碩放振發路(lù)233號(華焊智能)