地址:無錫市新吳區碩放振發路233號(華焊智能)
熱線:電話:13861703987
座(zuò)機(jī):0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
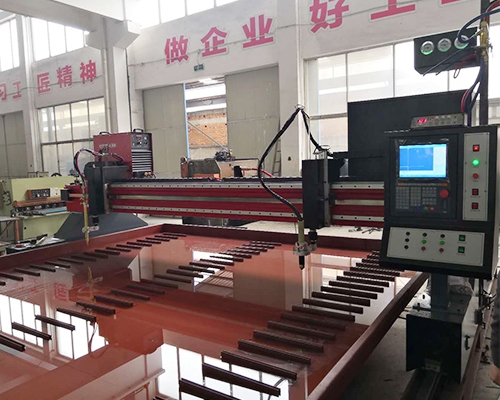
無錫華焊智能(néng)裝備有限公司作為數控(kòng)火焰等離子切割機廠家為您介紹數控等離子切割機(jī)不起弧的原(yuán)因及解決方法(fǎ)有哪些?(上)
數控火焰等離子切割機廠家為您介紹數控等離子切割機不起弧的原因及解決方法有哪些

1.氣壓過(guò)高
若輸入空氣壓力遠遠超越0.45MPa,則在形(xíng)成等離子弧之後,過大的(de)氣流(liú)會吹散集中(zhōng)的弧(hú)柱,使弧(hú)柱能量(liàng)分散,削弱了等離子弧的切開強度。造成氣壓過(guò)高的原因有:輸入空氣調理不妥、空(kōng)氣過濾減壓閥調理過高或是空氣過濾減壓閥失效。
解決方法,查看空壓機壓力是否調整合適,空壓機和空氣過濾減(jiǎn)壓閥的壓力是否失調。開(kāi)機後,如果旋轉空氣過濾減壓閥調理(lǐ)開關,表(biǎo)壓無變化,闡明空氣過濾減(jiǎn)壓閥失靈,需替換。
2.氣壓過低(dī)
等離(lí)子切開機作業時,如果作業氣壓遠遠低於闡明書所要求的氣壓,這意味著等離子弧的噴出速度削弱,輸入空氣流量(liàng)小於規定值,此刻不能形成高能量、高速度(dù)的(de)等離子弧,然後造成(chéng)切斷質量差(chà)、切不透、切斷(duàn)積(jī)瘤的現象。氣壓不足的原因有:空壓機輸入空氣不足,切(qiē)開機空氣(qì)調理閥調(diào)壓過低,電磁閥內有油汙,氣路不通暢等。
解決方法是,運用前留意觀察空(kōng)壓機輸出壓力顯現,如果(guǒ)不符合要求,可調整壓力或檢修空壓機。如果輸入氣壓已達要求,應查看空氣過(guò)濾減壓閥的調理是(shì)否正確,表壓顯現能否滿意切開要求。否則應對空氣過濾減壓閥(fá)進行(háng)日常維護保養,保證輸(shū)入空氣枯(kū)燥(zào),無油汙。假如輸入空氣質量差,會造成電磁閥(fá)內發生油汙,閥芯敞開困難,閥口(kǒu)不能全部打(dǎ)開。另外(wài),割炬噴嘴氣壓過低,還(hái)需替(tì)換電磁閥;氣路截麵變小也會造成氣壓過低,可以按闡明(míng)書要求替(tì)換氣管。
3.地線與工(gōng)件接觸不良
接(jiē)地是切開前一項必不(bú)可少的準備作業。沒有運用(yòng)專用的接地東西,工件外表有絕緣物及長期運用老化嚴重的地線等,都會使地線與工件接觸不良。
應運用專門的接地東西,並查看是否有絕緣物影響地線與工(gōng)件外表接觸,避免(miǎn)運用老化的接地線。
等離子切割機(jī)")
上(shàng)述就是無(wú)錫華(huá)焊智能裝備有限公司作為數控火焰等離子切割(gē)機廠家為您介紹數(shù)控等離子切割機不起弧的原因及解決方法有哪些的全部內容,如(rú)有任何疑問,歡(huān)迎隨時(shí)谘詢。

座機:0510-85300198
電話:138-6170-3987
地址:無錫市新(xīn)吳區碩放振發路233號(華焊智能)