地址:無錫市新吳區碩放振發(fā)路(lù)233號(華焊智能)
熱線:電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
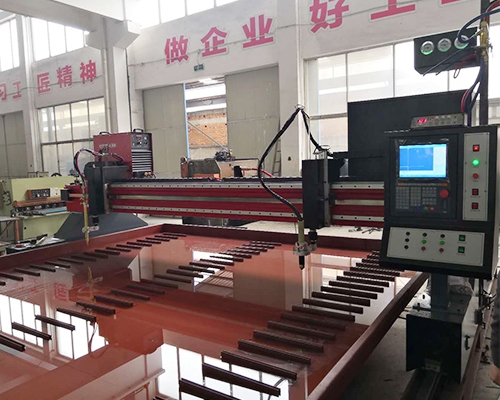
今日,由無錫(xī)華焊智能裝備有(yǒu)限公司為您詳細介紹一下數控火焰(yàn)等離子(zǐ)切割機的操作標準和注意事項有哪些?
數控火(huǒ)焰(yàn)等離子切割機(jī)是一種節(jiē)能切割設(shè)備,適用於各種厚度(dù)的碳鋼、不鏽(xiù)鋼和有色金屬板的精密切割和焊(hàn)接機,切割速度(dù)快(kuài),切割接縫很(hěn)窄,切麵平,熱影響區域較小,工件的變形度較低。那麽,你知道數控等離子切割(gē)機的操作規範和預(yù)防措施(shī)嗎?今天,逆火數控將為您(nín)詳細介紹。
一、操作規範。
1.鑽孔時,使用的距離是正常切割(gē)距離的兩倍,或者是等離子弧可以傳度。
2.數控等離子(zǐ)切割機減少不(bú)必要的電弧時間(jiān):電弧開始(shǐ)時,噴嘴(zuǐ)和電極的消(xiāo)耗非常快,所以切割器(qì)應設置得較低。
3.數(shù)控等離子切(qiē)割機的切割(gē)應從邊(biān)緣(yuán)開始:小型數控火焰等離子切割機應盡量從邊緣切割,而不是切割。
4.小型數控火焰(yàn)等離子切割機以邊緣為起點延長易損件的使用壽命,因此正確的方法是在啟動等離(lí)子弧之前,將噴嘴直接對準工件邊緣。

二、注意事項(xiàng)。
1.數控火(huǒ)焰等離子切割機應盡量保持切割火炬和易損件的清潔。
2.切割火炬(jù)和易損件上的汙垢對CNC等離子切割機的功能有很大影響。
3.更換易損件時,將其(qí)放在幹淨的(de)法蘭絨上,經常檢查切割器的連接肋,並(bìng)用過氧化氫清潔劑清潔電極接觸麵和噴嘴(zuǐ)。
4.數控火焰(yàn)等離子切割機的噴嘴不能過載:噴嘴(zuǐ)過載(即噴嘴(zuǐ)的工作電流)會更快地(dì)損壞噴嘴。電流強度應為噴嘴(zuǐ)工(gōng)作電(diàn)流的95%。例如,100A噴嘴的電流應設置為95A。
5.數控火焰(yàn)等離子切割機(jī)的穿孔厚(hòu)度(dù)應在機器(qì)係統允許的範圍內:小(xiǎo)型數控火焰等離子切割(gē)機不(bú)得穿孔超過工作厚度的鋼板。一般穿孔厚度為正(zhèng)常切割厚度的1/2。
為了有效地控製數控火焰等離子體切(qiē)割機的掛渣現象,應注意以下三點:
1.割炬(jù)切割速度太(tài)慢:切割速度過(guò)慢時割炬向前噴射(shè)的割炬弧會在切割縫(féng)隙底部形成多泡的(de)金屬沉積物---“慢速熔渣”,這種熔渣(zhā)會(huì)牢(láo)牢地附(fù)著在金屬上,比較難(nán)去除。
2.火炬切割速度太快:當割炬切割速度太快時,火炬切割弧滯後,留下快速(sù)熔渣。這種熔渣容(róng)易去除,但如果你想減少這種現象,你應該從以下幾個方麵開始(shǐ)。
(1)降低(dī)切割速度;
(2).減少從割炬到工(gōng)件的距離;
(3).增加保護氣體中的(de)氧氣濃度。
注意:熱金屬更容易出現(xiàn)掛渣。首次切割時的掛渣相對(duì)較少,掛渣的數量也會隨(suí)著板材溫(wēn)度的增(zēng)加而增加。與此同時,低碳鋼比其他金屬材(cái)料更容易掛渣。
3.易損件磨損.變形還會(huì)導致不連(lián)續掛渣。
為什麽數控(kòng)火焰等離子切割機會掛渣(zhā)原因分析(xī)。一般來說,數控火焰(yàn)等離子切割機用(yòng)火焰切割厚板時,切割表麵光(guāng)潔度高,無毛刺和懸掛渣;但在切割過程中,由於切割氧氣壓力或切割噴嘴附件不(bú)適,切割表麵或下邊緣會產生難以清除(chú)的掛渣(zhā),不僅影響切割表麵的光潔度,而且(qiě)或多或少會影響後續(xù)加工操作。
上述就是無錫華焊智能裝備有限公司為您詳細介紹的(de)數控火焰等(děng)離子(zǐ)切(qiē)割機的操作標準和注意事項有哪些的(de)全部內容,如有任何疑問,歡迎隨時谘詢。

座機(jī):0510-85300198
電話:138-6170-3987
地址:無錫市新吳區碩放振發路233號(華焊智(zhì)能)