地址:無錫市新吳區碩放振發路233號(華(huá)焊智能)
熱線:電話(huà):13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵(yóu)箱:sales@wuxihuahan
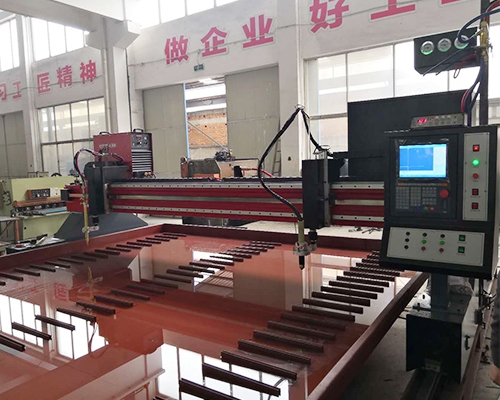
數控火焰等離子切割機結合簡單且易操作的數控體係,利(lì)用噴嘴噴出(chū)的高(gāo)速氣(qì)流在高(gāo)溫下電離,構成導體。當電流通過時,導體構成高溫等離子弧,電(diàn)弧的(de)熱量部分熔化(並蒸騰)工件(jiàn)切斷處的金屬(shǔ),熔化的金(jīn)屬通過高(gāo)速等離子氣流的動力被去除以構成切斷。由環形氣流技能構成的細長而安穩的等離子弧保障了(le)任何導電金屬都能被平穩而經濟地切開。下麵,跟隨無錫華焊智能配備有限公司的腳步,讓欧美精品 二区 三区一起來了(le)解一下數控火焰等離子切割機的運用技巧吧。
數控火焰等離子切割機的運用技巧:
1、切割應從邊際開端
無錫華(huá)焊智能配備有限公司(sī)主張(zhāng),試著從邊際切割而不是打孔。以邊際為起點能夠延伸(shēn)易損件的壽數。正確的辦法是在開端等離子(zǐ)弧之前將噴(pēn)嘴直接對準工件的邊(biān)際。
2.削減不必(bì)要的“引弧”時刻
起弧時噴嘴(zuǐ)和電極的消耗比較快。啟動前,割炬應放(fàng)置在切割金屬的步行間隔內。
3.不要使噴嘴過載
噴(pēn)嘴過載(即超過噴嘴的作業電流)會快速損壞噴嘴。電(diàn)流強度應為(wéi)噴嘴作業電流的(de)95%。例如,100A的噴嘴電(diàn)流強度應設(shè)置為(wéi)95A。
4.選用合理的切開間隔
依據(jù)運用(yòng)說明書的要求,選用合(hé)理的切割間隔,即(jí)切割(gē)噴嘴與工件外表(biǎo)之間的間隔。穿孔時,應(yīng)盡量選用兩(liǎng)倍於正常切割間(jiān)隔(gé)的間隔或可通過等離子弧傳輸的較大高度。
5.穿孔厚度應在機器體係的允許範(fàn)圍內
切割機不能在超過作業厚度的鋼板上打孔,通常的打孔厚度是正常切割厚度(dù)的1/2。


座機(jī):0510-85300198
電話:138-6170-3987
地址(zhǐ):無錫市新吳區碩放振發路233號(華焊智能)