地址:無錫市新吳區碩放振發(fā)路233號(華焊智能)
熱線:電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
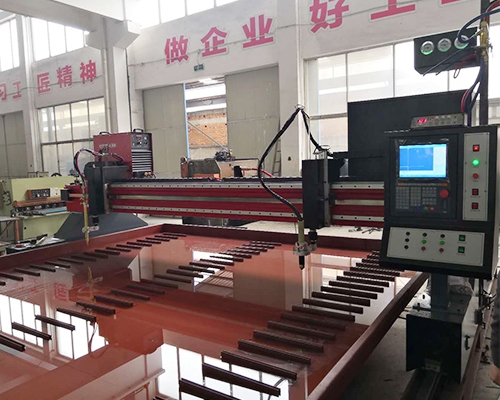
在正確運用數控火焰等離子切割機進行高質量(liàng)的快速切割的時候,有必(bì)要對切割工藝參數進行深刻地理解和掌握,隻有這樣的情況下才能使等離子切割設備發揮其大成效,其切割的工件也會達到較佳的作用,今日欧美精品 二区 三区給大(dà)家解說一下數控火焰等離子(zǐ)切割機在切割(gē)工件作(zuò)業時機用等離子電源(yuán)的切(qiē)割電流調節參數,供廣闊用戶參閱學習。
需求確定的要素一般是堵截的金屬的厚度。如果你一般切薄(báo)金屬,首(shǒu)先需求考慮低電流的等離子切割機。 別的,雖然(rán)小型機器切割了特定厚度的金屬(shǔ),但(dàn)可能無法保證堵截質量。 相反,得到幾乎沒有堵截的成果,可能會留下無用的金屬殘渣(zhā)。 各機器有設(shè)定的比較(jiào)堵截厚度規模,請(qǐng)承認設定符合的要求。
在數控火(huǒ)焰等(děng)離子切割機切割工件時,關於機用等離子電源的切割電流調節問題至關重要,它是比較重要的切割工藝參數,直接決議了切割的厚度和速度,即切割才能。關(guān)於造成(chéng)的影響,直接表現為以下幾點數控火焰等離子切(qiē)割(gē)機的切(qiē)割電流的(de)選(xuǎn)擇(zé)形式:
1、數控火焰等離子切(qiē)割機的切割電流的增大,等離子(zǐ)電弧能量添加,切割才能進步(bù),切割(gē)速度是隨之加(jiā)大;
2、數控火焰等離子切割機的切開電流加大(dà),等離子(zǐ)電(diàn)弧直徑添加,電弧變粗使(shǐ)得切斷變寬;
3、數控火焰等離子切割機的切開(kāi)電流過大(dà)使得噴嘴(zuǐ)熱負(fù)荷增大,噴嘴過早地損傷,切(qiē)割質量自然也下降,甚至無法進行正常割(gē)。所以在切割前要根據材料的厚度正確選用切割電流和相應的噴嘴。
焰等離子切割機")

座機:0510-85300198
電(diàn)話:138-6170-3987
地址:無錫市新吳區碩放(fàng)振發路233號(華焊智能)