地址:無錫市新(xīn)吳區碩放振發路233號(華焊智能)
熱線:電話:13861703987
座機:0510-85300198
網址:www.haogangwan.com.cn
郵箱:sales@wuxihuahan
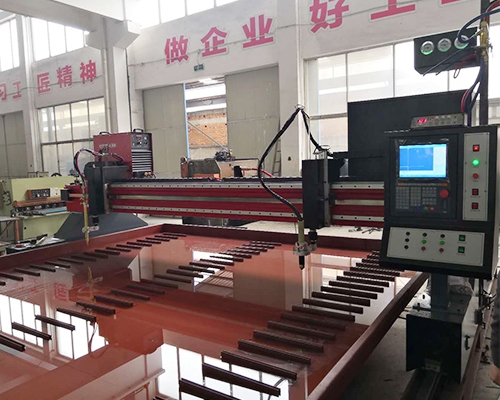
數控火焰等離子切(qiē)割機機經過程序進行操控來不斷的進(jìn)行移動噴頭部位達到切(qiē)開的(de)目的,憑借高速的離(lí)子氣流和高溫的切開點對鋼材和各種堅固的設備都(dōu)能夠(gòu)進(jìn)行焊(hàn)接和切開。
數控火焰等離(lí)子切割機機以其自動點(diǎn)火、加固(gù)的橫梁對焊結構,無論是在焊接仍是切(qiē)開過程中都能夠準確操控,不會對各種鋼材的損耗等出現不均勻的狀況。
導軌間距和長度是決定了機器焊接和處理板材的精度。要定期對操控器和切割縫(féng)隙進行測(cè)量,防止因為機油或(huò)者位置移動等對導軌的切開精度出現偏差。數控火焰(yàn)等離子切割機的發展是(shì)隨著數控編(biān)程的技能不斷的前進的,他代表了未(wèi)來新式切割和焊(hàn)接技能的發展趨勢,它的(de)高效率的進口變頻器讓(ràng)整個的加工過程進行準確操控,保障了產品的耐熱度和硬(yìng)度狀況。
一般CNC體係都有較為齊備的自確診體係,無論是發(fā)那科體(tǐ)係仍(réng)是西門子體(tǐ)係,數控切割機上電初始化時(shí)或運轉中均能對本身或接口做(zuò)出必定規模的自確診。 修理人員應熟悉體係自確診各種報警信息。根據說明書進(jìn)行剖析以確認毛病規模,定位毛病元器件,關於進口的數控體係一般隻(zhī)能定位到板級,其片
修理一般可依托各數控體係的廠家售後修理部門。
現在一般CNC操控體係均帶有PLC操控器,大多為內置式PLC操控。修理人員(yuán)應根據梯形圖對機床操控電(diàn)器進行剖析,在CRT上直觀地看出CNC體係I/O的狀況。經過PLC程序的邏輯剖析,方便地檢查出問題存在(zài)部位,如 FANUC-OT體係中自(zì)確診頁麵等。根據圖紙PLC梯圖進行剖析,定位機床與CNC體係接口毛病,以(yǐ)確認毛病部位(wèi)是機(jī)械、電器、液壓仍是氣動。


座(zuò)機:0510-85300198
電話:138-6170-3987
地址:無錫市新吳區碩放振發路233號(華(huá)焊智能)